Dank der klugen Kombination der Hightech-Blechbearbeitung und traditionellen Stanz- und Umformverfahren gelingt es uns, die Herstellung von Serienteilen nicht nur schneller, sondern auch günstiger und präziser zu machen.
Ein Auftrag mit neuen Dimensionen
«Lean-Management, Digitalisierung, Prozessoptimierung, bei uns gehören diese Begriffe schon längst zum Alltag um effizient und produktiv zu arbeiten», erläutert Geschäftsführer Andreas Zweifel. Ein grosser Kostenvorteil für die Kunden sei die grosse Anzahl von Blechbearbeitungsprozessen im eigenen Haus «Uns zeichnet eindeutig die Vielzahl unserer Fertigungsmöglichkeiten aus; so können wir uns auf alle Anforderungen unserer Kunden zu allen Themen rund ums Blech einstellen», erläutert Andreas Zweifel weiter. Der Kunde profitiert von einer Top-Qualität zu fairen Preisen bei den kürzesten Lieferzeiten. Mit dem Kostendruck umzugehen, ist man sich in Ennenda gewohnt. Dennoch musste man sich für die Herstellung des Blechsatzes für die Firma Thermoplan AG, welche die Starbucks-Kaffeemaschine «Mastrena II» herstellt, mächtig ins Zeug legen. Nicht nur das Volumen des Auftrages, sondern auch die hohen Anforderungen an Qualität und Preis stellten die Hans Eberle AG vor Herausforderungen. Immerhin werden in den nächsten Jahren alle weltweit rund 32'000 Starbucks Filialen mit den neuen Kaffeemaschinen «Mastrena II» ausgerüstet.
Kostendruck schafft Druck für neue Lösungen
«Der Preisdruck im internationalen Wettbewerb in diesem Projekt ist für alle Beteiligten gross» erläutert Andreas Zweifel. Es war daher klar, dass wir bei einigen Artikeln eine günstigere Herstellungslösung finden mussten – ohne die Werkstücke dabei in irgendeiner Form zu verändern. So auch ein anspruchsvolles Teil, welches im gängigen Blechbearbeitungsverfahren inklusive vielen Prägungen gestanzt- und gelasert und mit über 17 Abkantungen auf der CNC-Abkantmaschine bearbeitet wurde. Wir versuchten die Stanz-Lasermaschine TruMatic7000 mit diversen Sonderformwerkzeugen nachzurüsten, um die Stanz-Laserzeiten für die Serienfertigung zu optimieren. Doch dieser Versuch endete erfolglos. Aufgrund der vielen Stanz-, Präge- und Umformwerkzeugen musste die Maschine zu häufig Werkzeugwechsel vornehmen, so dass die Produktionszeit sogar verlängert wurde. Es musste also eine andere Lösung entwickelt werden.
Die Kombination machts aus
Zum umfassenden Inhouse-Angebot der Hans Eberle AG zählt die Herstellung von Stanzartikeln, wofür eine separate Konstruktionsabteilung, ein eigener Werkzeugbau und ein grosses Stanzcenter zur Verfügung stehen. Mit diesem traditionellen Prozess gelingt es dem Unternehmen «echte Blechkunststücke» zu vollbringen. Das vorgängig beschriebene Blechteil wurde also so umkonstruiert, dass es in der Kombination einer CNC-Stanz-Laser-Produktion und einem klassischen Stanzprozess hergestellt werden kann. Ganze 11 Aufkantungen und 7 Prägungen wurden in ein Umform-/Prägewerkzeug integriert und konnten auf eine Hubbewegung der Stanzmaschine reduziert werden. Im optimierten Herstellungsprozess werden die Teile auf der Stanz-Lasermaschine zuerst zugeschnitten und gestanzt, bevor sie auf einer 315-Tonnen-Stanzmaschine fertig geformt werden. Nach der Stanzoperation müssen nur kleine Abkantungen vorgenommen werden und fertig ist das Bauteil.
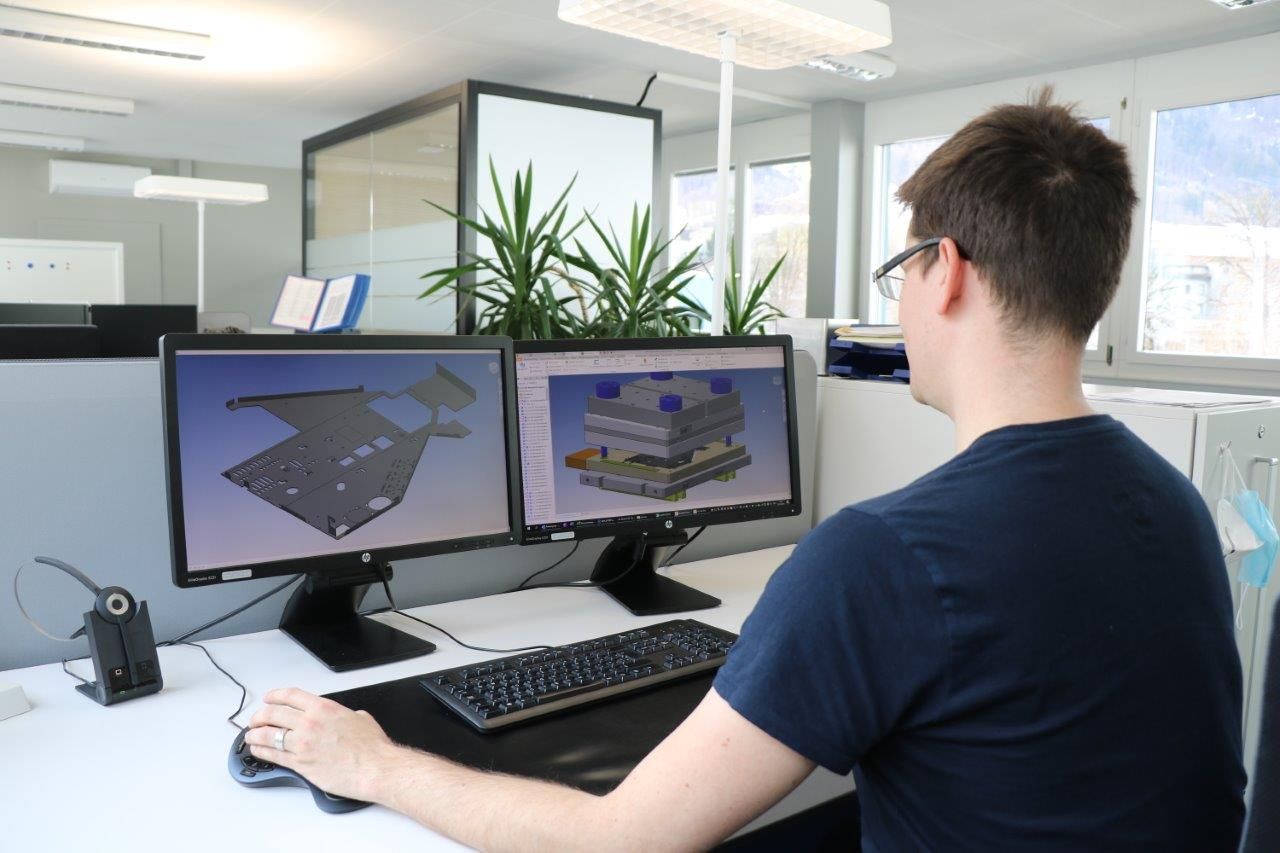

Die Werkzeugkonstruktion hat es in sich. Elf Aufkantungen und sieben Prägungen werden in einem Hub über das Umform-/Prägewerkzeug gestanzt.
Das Werkzeug wird nach der Fertigung im Werkzeugbau auf der 315-Tonnen-Stanzmaschine eingesetzt.
Zeitersparnis 2 Minuten / Stk. bei 10'000 Stk.
Die erzielte Zeit- und Preiseinsparung ist beträchtlich! Die Hans Eberle AG konnte den Stückpreis um einen beträchtlichen Prozentsatz reduzieren. Dies erlaubt die Investition, einem mittleren fünfstelligen Frankenbetrag, innerhalb des ersten Jahres bereits zu amortisieren.
Stanzen als günstige Alternative zum klassischen Blechbearbeitungsprozess
Die Vorteile des Stanzens gegenüber der herkömmlichen Blechbearbeitung über Stanzen-/Lasern und Abkanten liegen förmlich auf der Hand. Da mehrere Prozessschritte wie Umformen, Prägen, Biegen in einem Hub ausgeführt werden können, profitiert der Kunde von einer schnellen Durchlaufzeit zu einem kleineren Stückpreis. Dabei sind die Investitionskosten für ein Werkzeug oftmals nach wenigen 1000 Stück amortisiert. «Wir stanzen die Teile je nach Anforderung mittels Komplettschnitt-, Durchfallschnitt- und Folgeverbundwerkzeuge, welche durch uns konstruiert und im eigenen Werkzeug- und Formenbau hergestellt werden», erläutert der Geschäftsführer. Durch die weitere Kombination mit modernen Prozessen wie beispielsweise des Laserschweissens- oder 3D-Laserschneidens gibt dem Unternehmen neue Möglichkeiten bezüglich Kosten, Schnelligkeit und Genauigkeit.
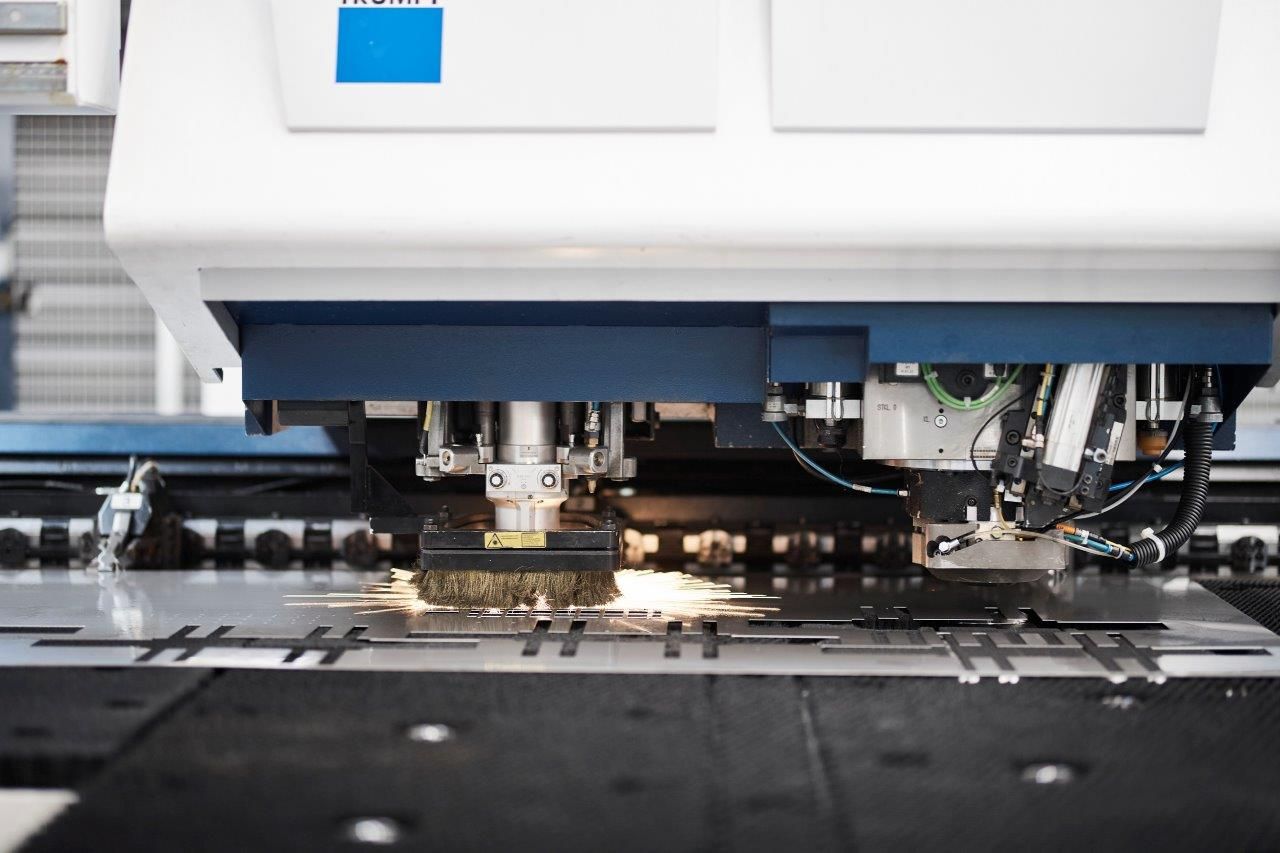

Für das Stanz-/Laserverfahren verfügen wir über drei Stanz-Lasermaschinen TruMatic 7000.
Damit die bereits umgeformten Teile optimal weiterbearbeitet werden können, stehen uns 3D-Laserschweiss- sowie 3D-Laserschneidanlagen zur Verfügung.
Workshop Nr. 1 : 15:00 - 15:30 Uhr
Workshop Nr. 2 : 16:00 - 16:30 Uhr
Workshop Nr. 1 : 15:00 - 15:30 Uhr
Workshop Nr. 2 : 16:00 - 16:30 Uhr
Workshop Nr. 1 : 15:00 - 15:30 Uhr
Workshop Nr. 2 : 16:00 - 16:30 Uhr