Mit unserem grossen Maschinenpark in der Stanzerei stehen wir unseren Kunden bei Grossserien als kompetenter Partner zur Seite.
Flexibel stanzen

Bei der Einlegearbeit werden die Fertigungsstücke von Hand eingelegt. Dabei liegt der Hauptvorteil bei der flexiblen Grösse der Werkstücke.
Das Bandmaterial wird ab dem Coil abgerollt und mit einem Folgeschnittwerkzeug bearbeitet.
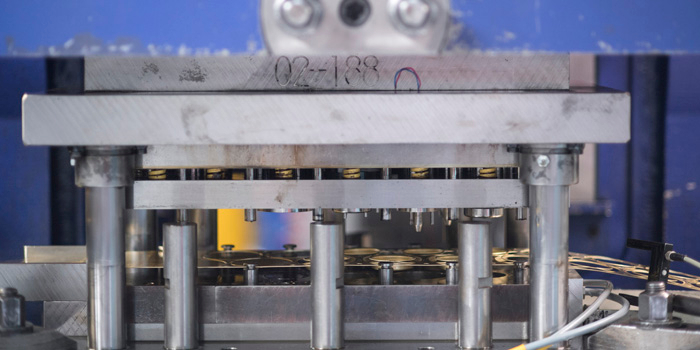
Neue 100 Tonnen Exzenterpresse
Im Herbst 2023 haben wir mit dem Kauf einer neuen Exzenterpresse eine Ersatzinvestition getätigt. Die Wahl ist wiederum auf die bewährte Qualität des Schweizer Herstellers Beutler AG gefallen. Mit der neuen Presse werden Einlegearbeiten mit einer Presskraft von bis zu 100 Tonnen ausgeführt.

Wann wird gestanzt?
Das Stanzverfahren bringt gegenüber der herkömmlichen Blechbearbeitung über Stanzen-/Lasern und Abkanten einige Vorteile mit. Da mehrere Prozessschritte wie Umformen, Prägen und Biegen in einem Hub ausgeführt werden können, profitieren unsere Kunden von einer schnellen Durchlaufzeit zu einem geringeren Stückpreis. Dabei sind die Investitionskosten für ein Werkzeug oftmals nach wenigen 1000 Stück amortisiert. Wir stanzen die Teile je nach Anforderung mittels Komplettschnitt-, Durchfallschnitt- oder Folgeverbundwerkzeug. Sämtliche Werkzeuge werden durch uns konstruiert und im eigenen Werkzeug- und Formenbau hergestellt.